 |
|
|
 |
|
Sådan lavede jeg....stempelringe
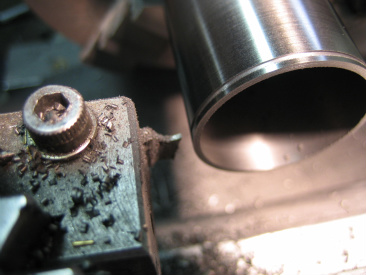
En stang støbegods udbores til et rør, indvendig på færdig mål, udvendig 2/10 over færdig mål. God ide at tage en støvmaske på, og heftig rengøring af omgivelserne er særdeles påkrævet.
Med stikstål afstikkes ringe i den tykkelse der er behov for. Sikkefladerne bliver senere poleret på korn 800 vandslibepapir.
Jeg har lavet en klemme bøsning, ved hjælp af denne reifes ringene indvendig på begge sider.

Lav lige så mange du har lyst eller materiale til..der skal bruges 24 til en RR, men jeg har her mindst 30, der kunne jo knække en under montage..

Med en tynd skarp mejsel, og et tilsvarende kontant hammerslag, flækkes ringen.

Ender på stempelringen rettes forsigtigt af med en nålefil.

Enderne skal være så parralelle som overhovedet muligt. Det endelige spillerum imellem enderne laves under prøvemontering i cylinderen.

Ny fixtur fremstillet i 2 dele til varmebehandling af ringene. Notens formål er at holde ringene åbne i varmebehandlingen.

Her er så 10 ringe monteret på fixturen og låget skruet fast, klar til varmebehandling, der skal give spændstighed i materialet.

Ringe og fixtur varmes op til svar rødvarme, og får lov til at afkøle langsomt.

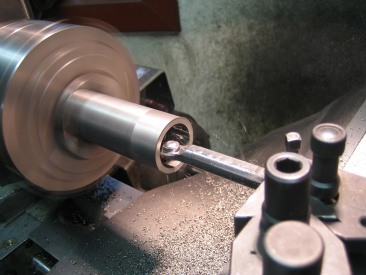
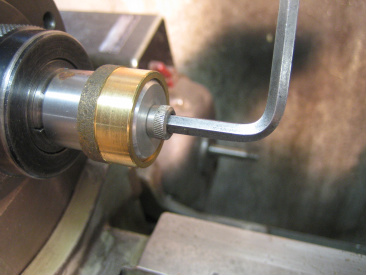
Jeg har lavet en dorn, med en reces der passer til den indvendige dia.når ringen klemmes sammen.Her monteres der 1 ring til bearbejdtning af gangen.
Til fastholdelse af ringen, er fremstillet en "kop" der passer ind over dornen. Med unbracko bolten fastholdes ringen, men på nuværende er den kun spændt "løst" fast..se næste billede...
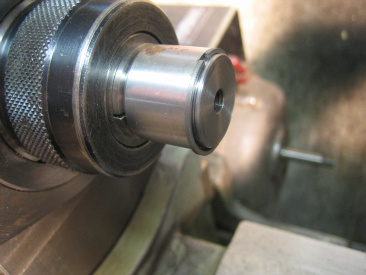
Dette værktøj er konisk indvendigt, og beregnet til at skubbe det ind over den "løse" ring.
Man kan ikke klemme en ring sammen med fingrene så den stadig er rund, derfor denne løsning på det problem.

Når stempelringen er klemt sammen ved hjælp at mit hjælpeværktøj, spænder jeg bolten således at stempelringen bliver fastholdt på dornen i lukket tilstand.
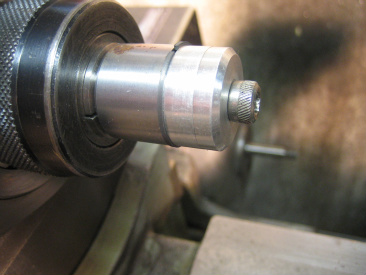
Derefter afdrejes stempelringen til cylindermål. Dette er cirka 2/10 mm.
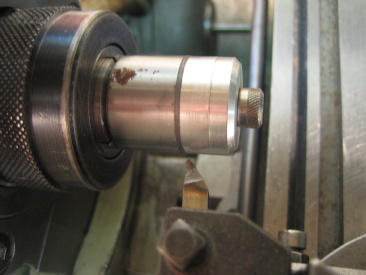
Det samlede værktøj der anvendes til den sidste operation.

|
|
 |