 |
|
|
 |
|
1/4 skala model af berømt racermotor
En overspringshandling, når jeg skal slappe af fra elektriske problemer i RR projektet
Offenhauser, lyder det tysk..tja..men det var i USA det foregik.
Original motor var 4 cyl. i række og vandkølet.
4.422ccm = 1.105 cc pr.cylinder...
Byggeår: begyndelse af 1930 og blev anvendt til cirka 1965..
Mest benyttede bilracer motor i USA i den periode.
Model projekt:
Boring 26,21 mm x slaglængde 27,78 mm = 60cc
Kompression:9,5:1
Tørsump oliesmøring.
100 oktan bensin
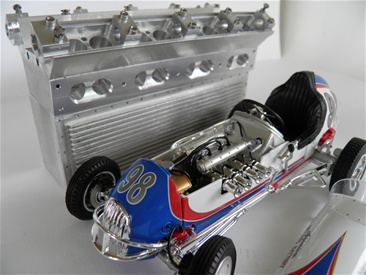
En god ven fra USA har sendt mig en scalamodel af en komplet Midget racer. Jeg bad om en model med mange detalier jeg kan måle på.. hvorfor...tja..
jeg har aldrig prøvet at bygge en kompelt scalamodel, og så syntes jeg det kunne være sjovt når motoren er klar, så at sætte den bilen som jeg fremstiller i samme scala som motoren...!!!!
Nu HAR han da sprunget en sikring, tænker du nok, men nej, det er ikke tilfældet. Det er bare sådan jeg er, og det er det forsent at lave om på.🙂

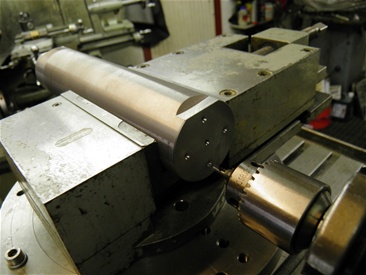
Denne model laves ud af massive klumper, altså ingen støbninger...her er jeg begyndt på krumtabhuset

det er lørdag og det regner...🙂

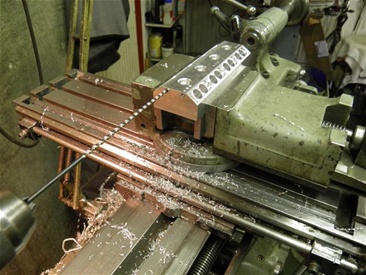
Egentlig er denne hårdtmetalsklinge slet ikke lavet til dette arbejde, men til brug i plastmaterialer. Jeg har bare fundet ud af at den virker ganske fortrinligt i aluminium. Her er den opspændt i fræseren, for at lave køleribber i bunden af krumtabhuset.

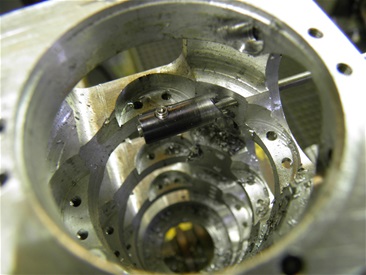
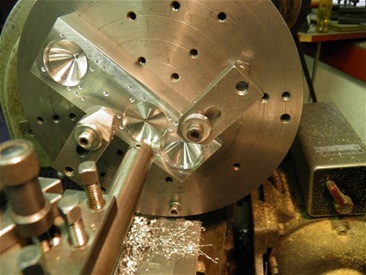
udfræsning af krumtabhus således at holder for hovedleje kan monteres. En ubehagelig opgave da det er langt nede i huset fræseopgaven skal klares.
|
|
|
|
udfræsning til lejeholder
|
|
|
Ventilation af et krumtabhus er nødvendigt - Offeenhauser bruger to for at ventilerer den store 4.422 ccm motor. I min model er der teknisk kun brug for en, men det ændre jo ikke på at der skal være 2..🙂
Hovedlejer fremstillet i bronce.
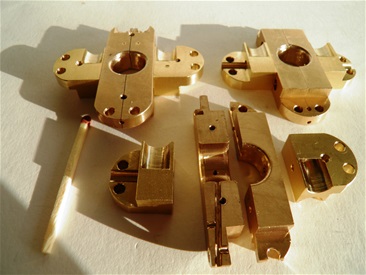
Hovedlejer monteret i krumtabhus - jeg har aldrig set en sådanne konstruktion før..
Det er lørdag, her arbejdes og efter en hektisk omgang med de noget besværlige hovedlejer, ser filebænken noget vild ud..🙂

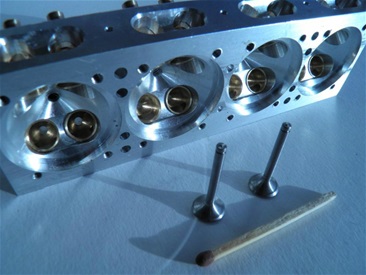
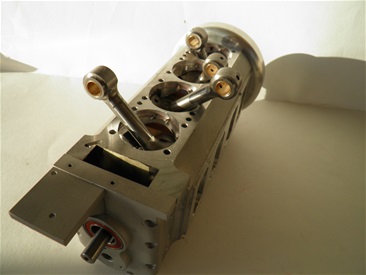
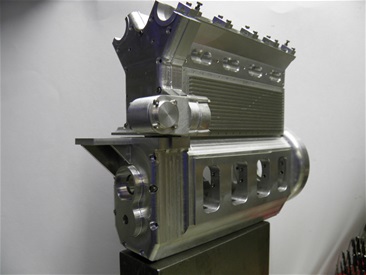
I baggrunden er krumtabhus, foran dette er cylinderblokken, og forrest er topstykket....eller det der engang bliver til et 4 ventilet topstykke, med 2 overliggende knastaksler...
Krumtap i traditionel 180 grader forskudt layout....overvejer at ændre dette til de nye "big bang" princip, bare for udfordringens skyld ....🙂

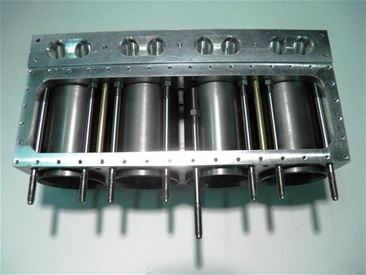
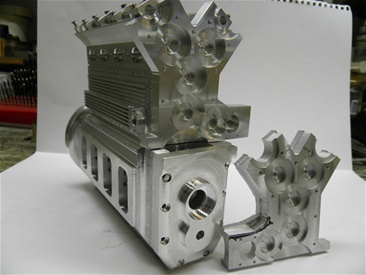
Underlig motor konstruktion...her er det cylinderblokken..der er ikke meget tilbage af klodsen jeg begyndte med.Nu skal der så laves sidedæksler med 40 bolte i hver side...som jeg siger..underlig konstruktion..
Her står det på hovedet....cylinderblok, uden foringer,står ovenpå topstykket...men det skal naturligvis vendes om når den engeng skal samles...
Jeg kan ikke lade være med at undre mig over konstruktionen af denne motor. Her er topstykket sat på cylinderen.
Sammenspænding af topstykke og cylinder sker via stagbolte der er gennemgående til krumtabhuset..hvor så møttrikker skal klare dette- helt omvendt af det vi kender idag,
og forklarer dermed også nødvendigheden af dækslerne med de 80 bolte..
nå...men den blev jo også konstrueret første gang før 2 verdenskrig - og set i det lys - så var den da godt nok moderne for sin tid med 4 ventiler og 2 overliggende..!
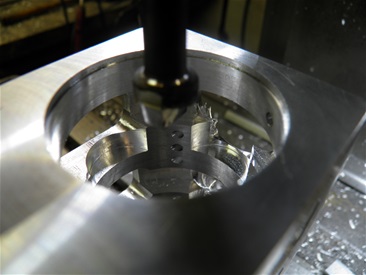
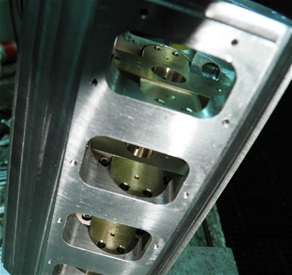
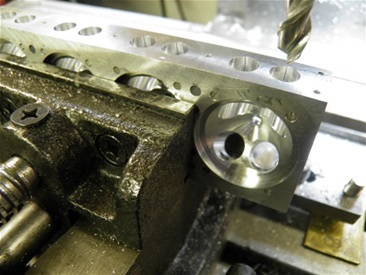
En underlig konstruktion...stagbolte fra topstykket går igennem cylinderblokken og bliver spændt sammen i krumtabhuset...tænke.. tænke.. hvordan skal man kunne fræse inde i det krumtabhus så der bliver plads til møttrikken..?
Nå jo...så må man jo bare gøre som vist på det næste billede..
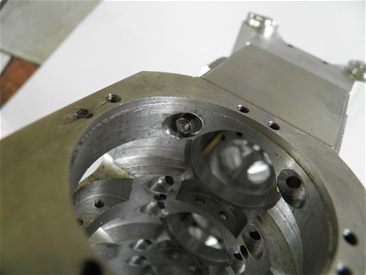
Ikke sandt...det er ikke noget problem..kun en opgave..
meen indrømmet...jeg måtte lige have tænke hatten på..🙂
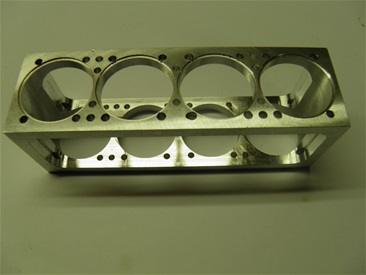
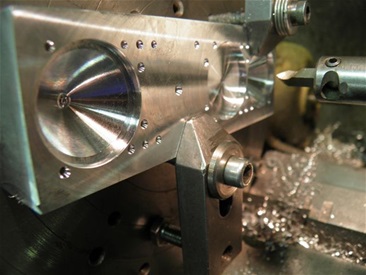
Skrækkelig konstruktion - 80 bolte - holder cylindersiderne på plads - det betyder:
80 - boringer af 1,25 mm huller i blokken
80 - 1,6mm gevind til bolte
80 - 1,6 mm bolte afkortet på mål
nå - nu er det lavet, men hold da op det er ensformigt.
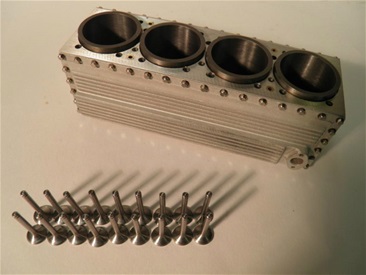
4 cylinderforinger er blevet monteret
Ventiler fremstillet med kun 9,3 mm ventilhoved (se hvordan under GS triks og tips)
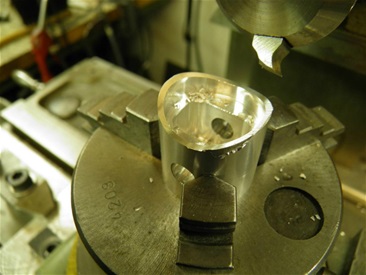
Trænger til at lave spåner..RR tændingen driller...så medens jeg tænker på en løsning..laver jeg lige et topstykke...det er for mig afslappende...
Stadig opspændt på glatplan, laver jeg forbrændingskammer 4 gange...
Topstykke monteret i fræseren...36 grader for at lave hældningen på ventiler...

Rolig hånd er påkrævet....3 mm vandkanaler bores på langs i topstykket....
Plads til 4 ventiler og centralt placeret tændrør
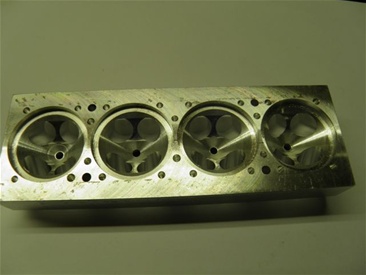
Topstykket er næsten færdigt....med tændrørshuller passende til 1/4 " x 32 tændrør. ( forklaring : 1/4 tomme er diameter på gevind - 32 er antal gevind pr. tomme)

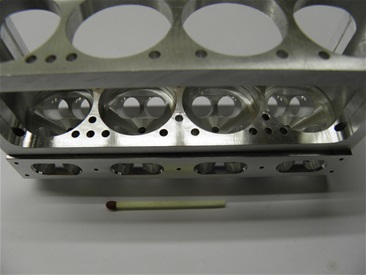
Udstødningskanaler...2 stk til hver udstødningsmanifold, fordi der er 4 ventiler pr. cylinder.Huller bores IKKE med et bor, men med en endefræser...hvorfor...for at opnå en større nøjagtighed end et bor, men ikke så nøjagtigt som et rodehoved kan. Det handler om at bruge det nødvendige værktøj til opgaven.
16 bronce ventilstyr - der samtidig er ventil sæder - fremstillet - tilpasset og monteret...
Knastaksel hus...hvor huller til kopper der skal træde direkte på ventilerne, målsættes ved hjælp af rodehoved, fordi alle diametre skal være ens. En mere nøjagtig fremstillingsmetode end ved boring med fræser. Dette er nødvendigt her derfor vælger jeg denne løsning.

Indsugningsmanifold fremstillet samt 4 stk.karburatorer med indsugningstragt... (Pillearbejde skulle vi hilse at sige) 🙂

fik jeg sagt pillearbejde...?

Svinghjulshus opmærkes til diverse opgaver i delehoved

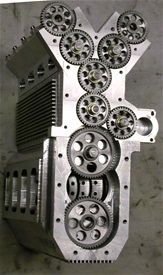
Tegning af forbindelse fra krumtab til knaster..
Er det her ikke en udfordring..?
Prøv lige at se ..alt i tommer..!
det skal nok blive sjovt..🙂
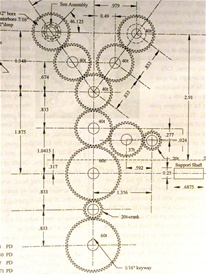
Det her er en opgave....alle indbyrdes afstande skal passe nøjagtig for at gearhjulene kan køre optimalt...hvis du lover ikke siger det til nogen - indrømmer jeg at der røg et næsten færdigt emne i brokkassen..😥 men nu er det som det skal være...og de lover regn i morgen hvilket betyder at jeg skal på værkstedet...🙂
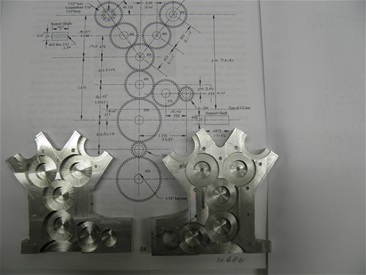
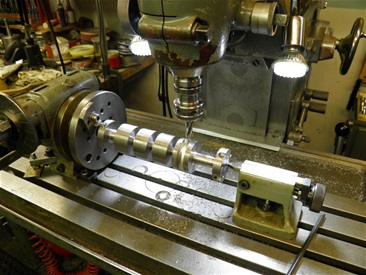
Er i gang med tandhjulstræk til knaster og magnet.
Fikstur fremstillet til opspænding så jeg kan lette hvert hjul for vægt. Derfor de mange huller, samt materiale er fjernet på fladen. Det behøves ikke for at det fungerer, men rotationsvægt hindrer omdrejninger..ved godt det kun er en model motor...men det er nu min måde at lave det på.
De afræsede kanter er til opretning, for at få pinolhuller til at ligge overfor hinanden i begge ender - af det der engang skal blive til en krumtap efter "Cross plane" metoden.
En hjemmelavet opspænding - hvorfor ? - fordi jeg ved at fræse en notgang i krumtapemnet, 4 i hver ende, kan lave en not der passer tæt, hvorved emnet ikke "slår" tilbage når jeg skal arbejde med brudt spån....
Nu har jeg prøvet andre opspændinger - der skal somme tider forsøges noget andet - i det her tilfælde blev det til det bedre..kan derfor anbefales..

|
|
|
|
udfræsning for medbringer
|
|
|
Der sættes facon på "lårene" i fræseren

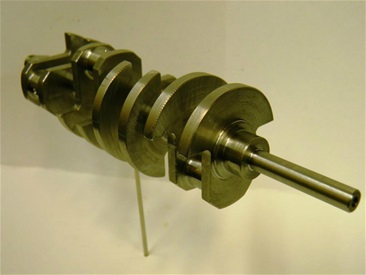
Så er den klar...Min første "Cross Plane" krumtab er en realitet..🙂 så skal der laves plejlstænger...
Fyraften... 4 stk plejlstænger i stål..i rå udgave..så færdig som jeg kan lave dem på mine maskiner. Tilbage er der håndarbejde med fremstilling af broncelejer samt finish..

Tænkte længe på hvordan jeg kunne lave en runding på en bund af plejstangen...med det værktøj jeg har til rådighed..
Løsningen blev:
At skrue 2 bunde sammen, med skruer med undersænkede hoveder, så kunne det lade sig gøre på den til formålet fremstillede fikstur..monteret i delehovedet.

Plejlstænger fremstillet og monteret

Så er krumtappen på plads..Nu ses det tydeligt, at det er en "croos plane"
Er i gang med at lave stempler - her fræses der plads til at krumtappen kan passerer uhindret - derfor rundingen.
Offy motoren har magnet tænding . Når man skalerer ned til 1:4 er det ikke noget problem med alle bevægelige dele.
Mht. strøm er det noget andet - der skal 100% spænding til, uanset motorstørrelsen - man kan ikke nøjes med 25%!!
Derfor kan jeg ikke lave en brugbar magnet i denne størrelse så inden i huset er der en strømfordeler som styres af en magnet med hall sensor pick up.
Huset, der er fremstillet i etronax, vil senere blive malet.

Oliepumpen kan absolut siges at høre til i småtingsafdelingen...det er et pillearbejde...kanaler skal passe indbyrdes, og endelig skal huller og aksler passe i frontdæksel for gearhjulene der trækker knastakslerne..
Billeder slører størrelsesforhold - find lige en tændstikændstik hjemme hos dig selv - hold den i hånden medens du ser på billedet - 🙂
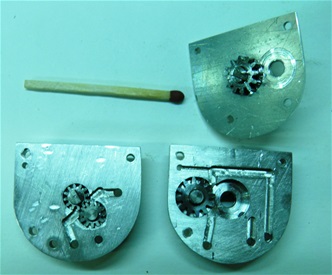
Oliepumpen er en interegret del af hele gearhjuls systemet der også trækker knasterne.

Her er begyndelsen til en vandpumpe. Der mangler afgangsrør med flange og finish. Bolte der ses på billedet er 1,6 mm tykke og 6,5 mm lange.

Webmaster: Gunnar, hvordan i alverden har du lavet det beslag..? Ved i hvad han svarede...? nej vel, men det kommer her uredigeret:
Man tager et stykke aluplade og saver lidt og fræser lidt, kører med to slæder igang samtidig bøjer det og skruer det på.Kein hxerei nur handverk.
ja...det kunne man jo have sagt sig selv, hvorfor spurgte jeg egentlig.🙂

FORSKELLIGE STADIER I BYGGE PROCESSEN
Regnvejr eller ej....det er fyraften og jeg nåede hertil idag.
Håber på det gode (regn)vejr fortsætter så jeg ikke skal i haven i morgen og klippe hæk ...

It's a rainy day halleluja- its' a rainy day yeah yeah -----
kan ikke komme i haven, kan kun komme på værkstedet - nu skal der laves spåner - I like ..🙂
nå jo - jeg er kommet hertil - det skal jo også lige med...
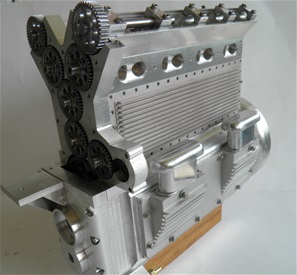
Så er de ydre dele ved at være på plads...men nu er der lovet godt vejr igen...😥 så jeg må ud i haven og få styr på alt det der vokser, medens jeg er på værkstedet...

Dejlig regnvejrs weekend... gearhus til magnet drev fremstillet
|
|
 |
|
|
|